※本記事は、NorthDetail Advent Calendar 2020の一環として投稿しています
1980年代にモトローラで考案された品質管理・改善の手法です。 欠陥品の数を減らすために、欠陥の元になる成果のばらつきを減らそうという取り組みです。 最初は製造品の改善として使われましたが、現在ではサービス業の顧客満足度向上にも使われています。
シグマ(σ)は統計のばらつきを表しています(標準偏差)。
±6σ は、10億分の2になりますが、シックスシグマの管理手法では100万回につき欠陥が3、4回に抑えることとされています。
数学的な数値との差は大きいですが、「ばらつきをごく小さくする」という意図でシックスシグマの名前が使用されています。
例として、ある製品の部品を製造する工程があるとします。
この製品の直径は50mmとし、±0.5mmまで誤差が許容されるとします。
10個の製品のチェックした結果は以下の通りでした。
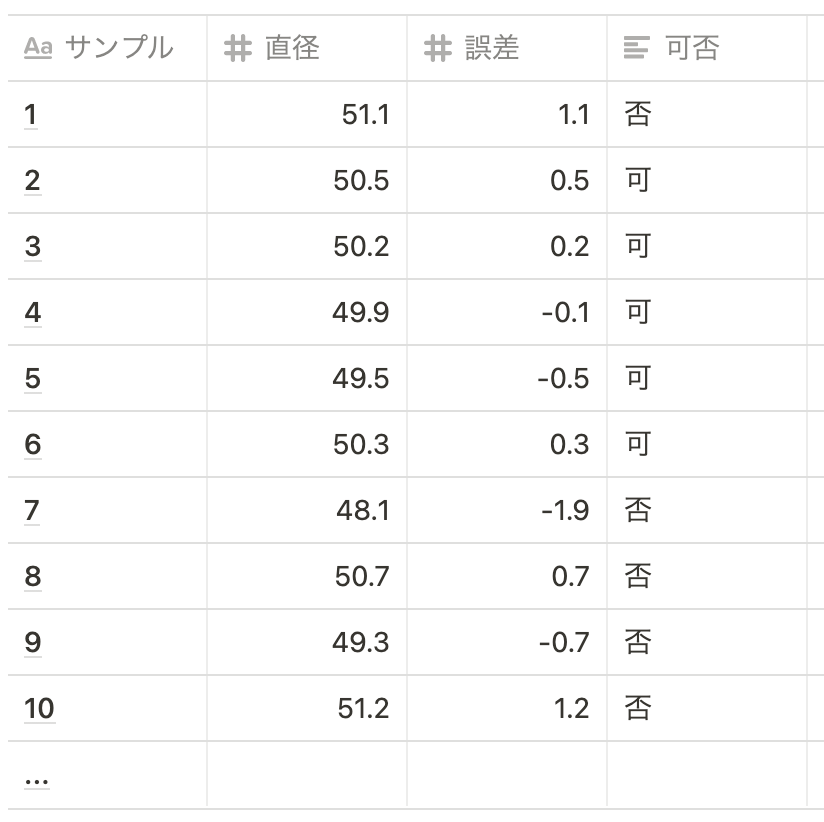
製品として合格したものは5個、不合格となったものは5個となりました。
シックスシグマでは、品質を向上させるためには品質のばらつきを減らそうと考えます。
上記の例では、直径のばらつきは1.2〜-1.9まで存在しており、このばらつきが小さくなると不合格品も少なくなります。
ばらつきを生む要因を調べ、その部分を改善することでばらつきを減らします。
例えば調査の結果、製造機器が古いもので±2mmの製造誤差を発生させていたことがわかったとします。この製造機器を最新のものにして、鋳型のばらつきを±0.7mmまでに改善しました。
すると、10個の製品をチェックした結果は以下のようになりました。
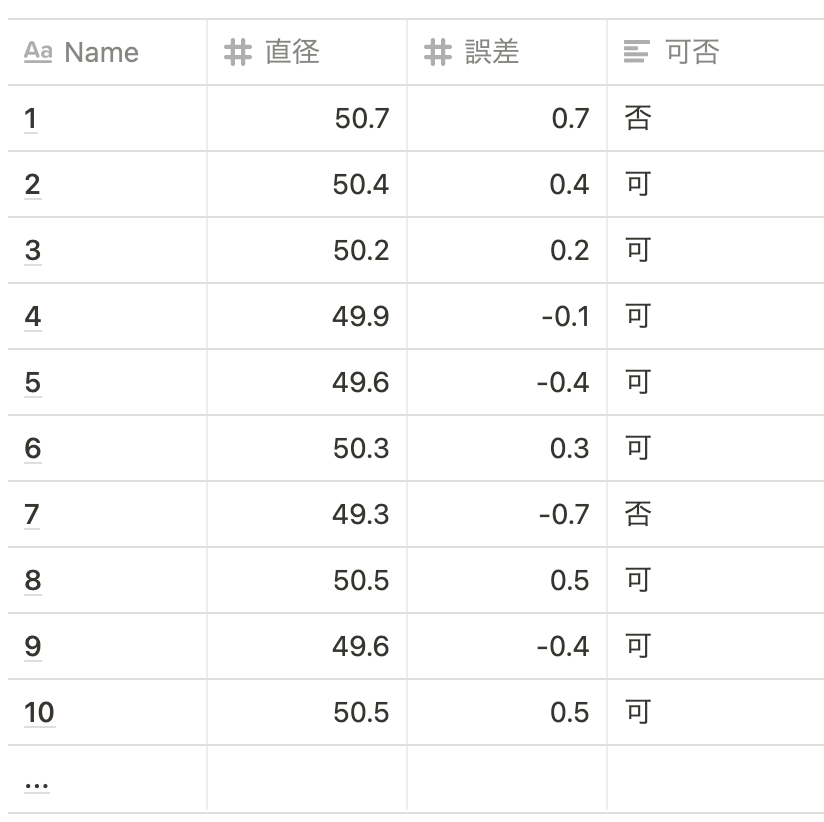
製品として合格したものは8個、不合格となったものは2個となりました。
ばらつき(不合格となる誤差)が減った事で、品質が向上しました。
実際のシックスシグマは機器を改良するような単純なものではなく、COPQ(Const Of Poor Quality =品質が悪いことで発生するコスト)やCOQ(Const Of Quality = 品質確保にかけるコスト)を計算、分析して改善計画を作成します。
MAICは測定(Measure)、分析(Analyze)、改善(Improve)、管理(Control)の頭文字を取ったもので、シックスシグマでの継続的な改善プロセス方法となります。
①測定(Measure)・・・データを集めて今がどういう状況か明確にする
↓
②分析(Analyze)・・・データから問題点とその特徴を定義する
↓
③改善(Improve)・・・分析結果から最適化を考え検証する
↓
④管理(Control)・・・改善成果の確認、不足の事態への検討
↓
①へ戻る
改善を繰り返すプロセスはPDCAと似ていますね。PDCAは計画を持続的に改良していくものですが、MAICはデータ分析から最適化を継続的に行っていくものです。
設計レビューやコードレビューの指摘、テストでのバグ発見件数から問題点を分析し、重要な問題の発生要因を改良したり取り除いたりするアプローチが考えられます。
これ自体は普通の改善対策として行われていることも多いですが、シックスシグマではデータを分析し、改善を検証するプロセスがあるので、改善活動の成果を定量的に見ることができます。

![]()