複数個のデータを集めた際に、それぞれの値が許容範囲内であれば正常データとして管理、許容範囲外であれば異常データとして管理する場合があります。
管理図では、折れ線グラフに上限と下限を設定し、その範囲内にあれば偶然のばらつきとして正常データ、範囲外であれば異常データとして判別します。
測定可能なデータや計数可能なデータであれば管理図で管理することができます。
例えば、あるバッテリー製品を製造していたとします。 このバッテリーのmA(ミリアンペア)を測定して、下記のようなデータが得られたとします。
504,499,501,498,500,502,480,502,500,500,502,497,495,501,522,496,500,495,499,505,503,496
これを折れ線グラフにすると、このような図になります。
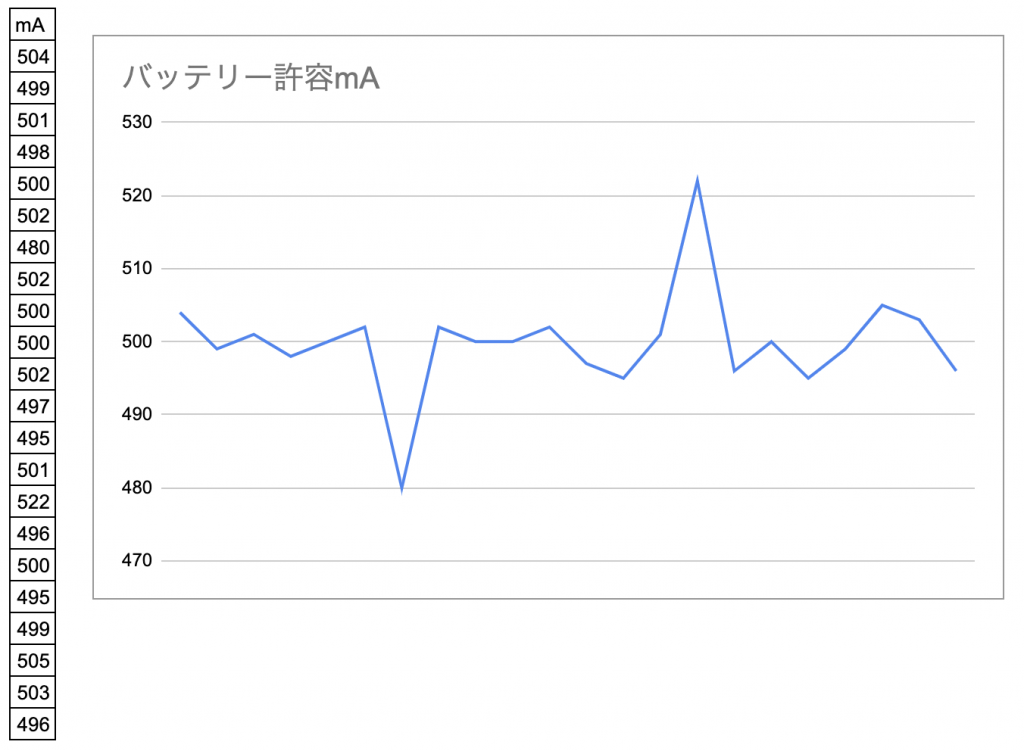
バッテリー容量が500mA(ミリアンペア)で、誤差10mAは許容されるものだったとします。個々のバッテリーmAを測定して、490〜510mAの製品は許容し、それ以外は不良品となります。
管理図を使用することで、不良品の数や割合、発生した箇所が見えるようになります。
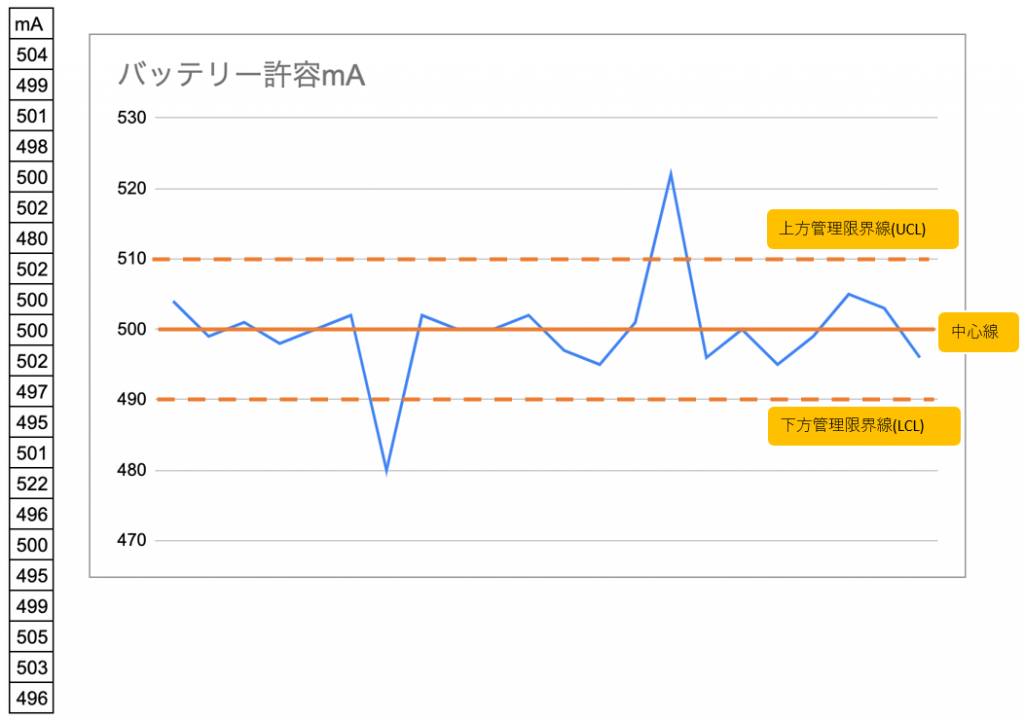
この管理図では、許容上限(上方管理限界線=UCL)を超えているものが1つ、管理下限(下方管理限界線=LCL)を下回るものが1つあることになります。
管理図は基本的に中心の線と上限と下限の線を引く形になりますが、用途によって幾つかの種類があります。
管理図にはハードウェア製造に寄ったものが多いですが、ソフトウェアの開発でも機能やメソッド毎の不具合数や応答時間、サーバーのパフォーマンスログ管理などで使用することができます。
ばらつきの許容範囲内に収まっていても、グラフの形状からデータの傾向を読み取ることができます。
次回≫親和図法/連関図法

![]()